Карл здесь. Я разобью обзор лазерного гравера Ortur Laser Master 2 Pro (LM2Pro) на небольшие части вместо одного длинного обзора. Это позволит подробнее рассмотреть детали и поделиться полученными знаниями. Первое знакомство с устройством можно посмотреть в Ortur Laser Master 2 Pro – Первое впечатление . Начнем с фокусировки лазера.
Фокусировка лазера
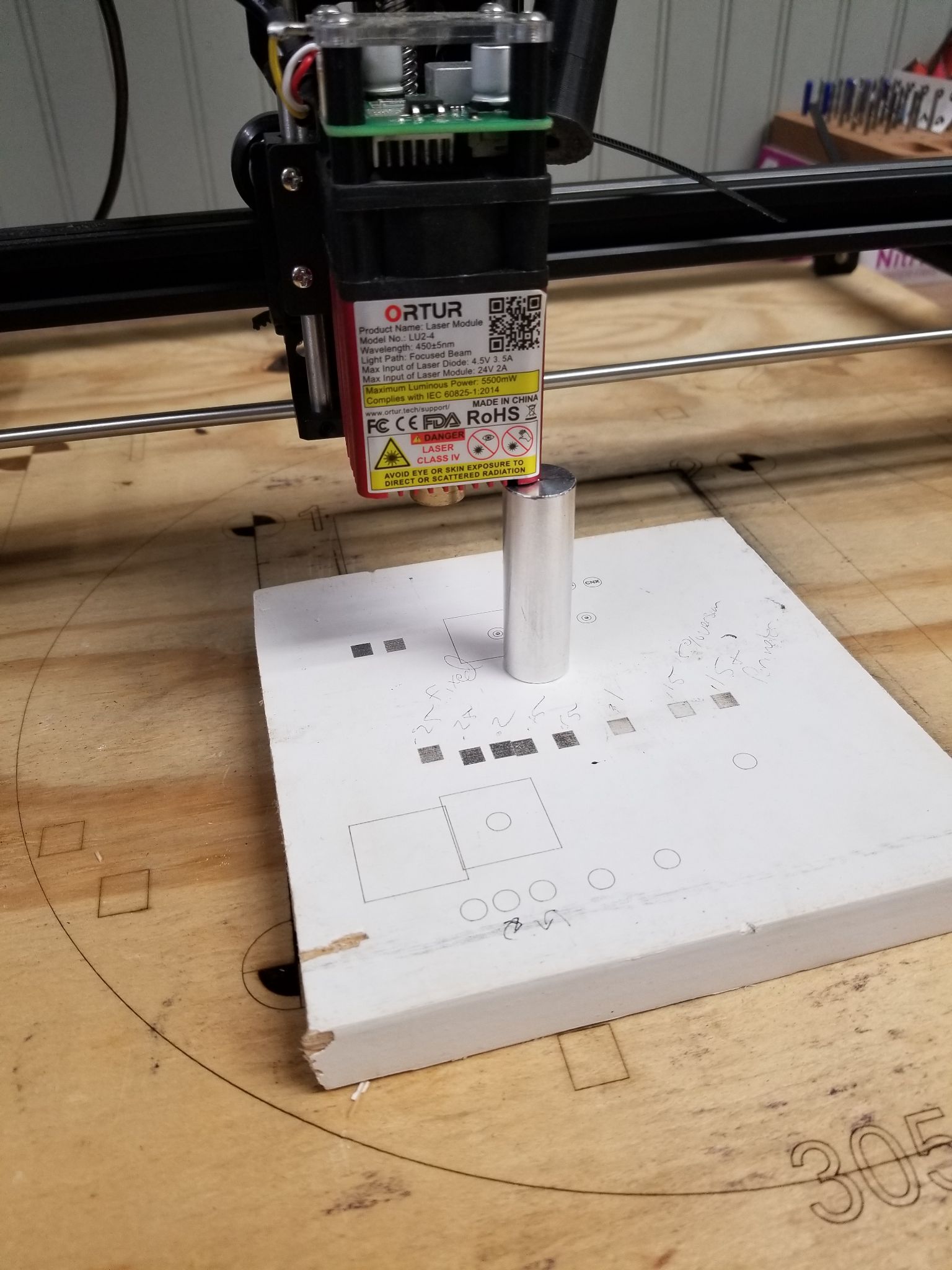
Возникла проблема: не получается каждый раз фокусировать одинаково надежно, поэтому было создано небольшое фокусировочное приспособление. Идея пришла от станка с ЧПУ и Z-датчика.
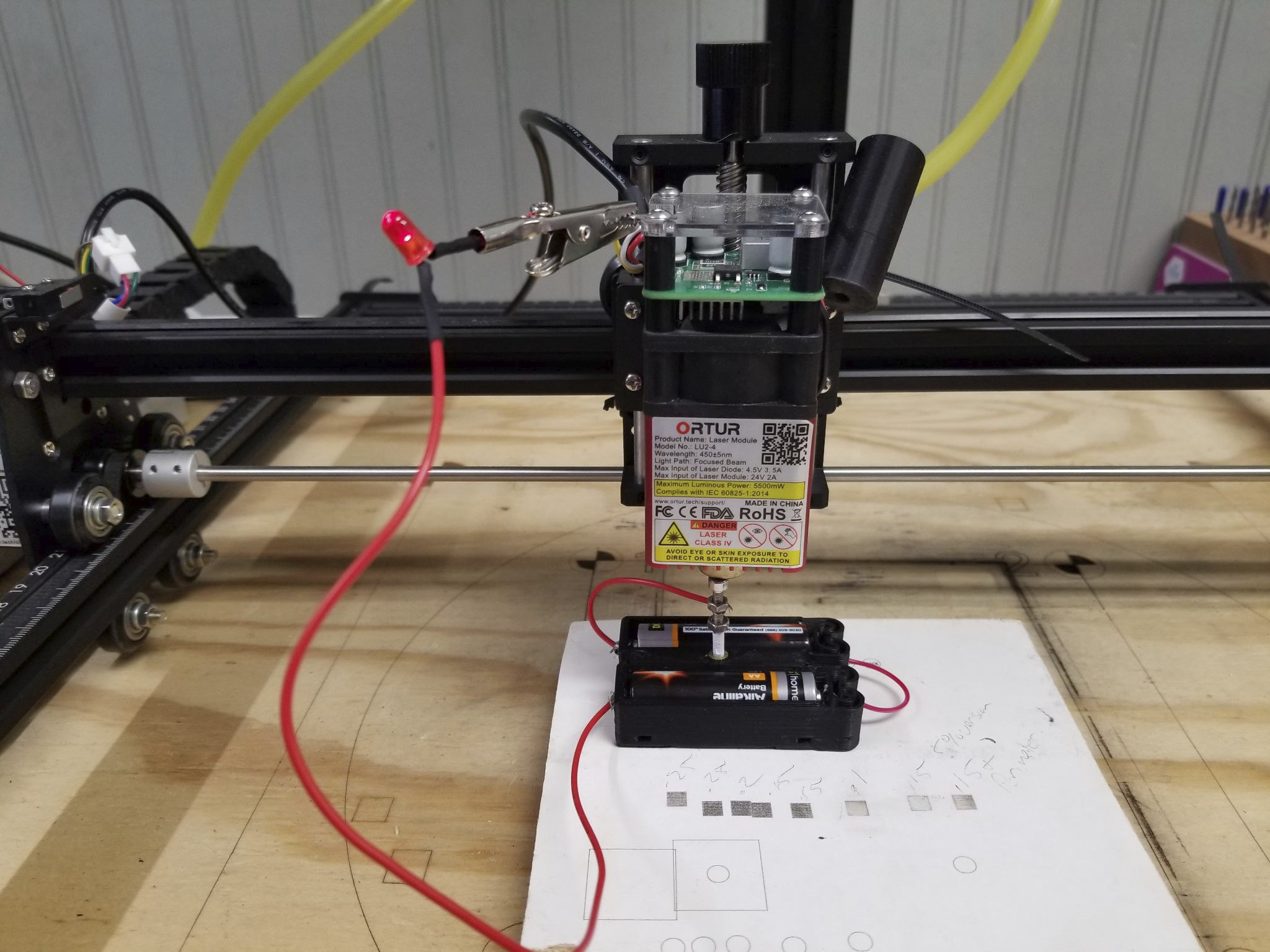
Это простая оснастка, замыкающая цепь при касании линзой конца винта M3, что зажигает светодиод. Это позволяет добиться лучшей повторяемости.
 Далее описан процесс калибровки. Сначала лазер был сфокусирован с помощью прилагаемого цилиндра. Оснастка установлена на эту высоту, после чего выжжен круг для базовой линии. Стоит отметить, что USB-микроскоп был слегка наклонен на этих фотографиях. По зернам грязи на краске видно истинное горизонтальное направление.
Далее описан процесс калибровки. Сначала лазер был сфокусирован с помощью прилагаемого цилиндра. Оснастка установлена на эту высоту, после чего выжжен круг для базовой линии. Стоит отметить, что USB-микроскоп был слегка наклонен на этих фотографиях. По зернам грязи на краске видно истинное горизонтальное направление.


Прежде чем продолжить, стоит сказать о диодных лазерах. При настройке первого маломощного лазера было проведено много исследований. Ключевой момент: форма лазерного диода не круглая и не симметричная. Она скорее прямоугольная. На этих фотографиях четко видна вертикальная ориентация лазера. Это означает, что ширина луча по высоте больше, чем по ширине. Для последующих тестов фокус линзы установлен в положение по часовой стрелке для получения равномерного круга. Требуется еще много тестов, прежде чем остановиться на этом варианте. Отмена решения. Мнение изменилось в пользу поворота против часовой стрелки. После раздумий нужна минимальная, наиболее сфокусированная точка. Это позволит выполнять гравировку быстрее за счет более концентрированного луча.
Математика
Рассмотрим некоторые наблюдения, сделанные во время тестов. Основы: перемещение лазера осуществляется шаговыми двигателями. LM2PRO оснащен двигателями на 1.8 градуса с драйверами на 16 микрошагов, ремнями GT2 (шаг 2 мм) и шкивами на 20 зубьев. Расчеты показывают 80 шагов на мм, что означает перемещение на 0,0125 мм за шаг, то есть разрешение. Вот калькулятор для справки. (Было бы интересно испытать двигатели на 0,9 градуса?)
Итак, при перемещении на 2 мм контроллер отправляет 160 импульсов. С этим разобрались, продолжим.
Заметили несоответствие на этом изображении? Причина в том, что Ortur пришлось аппроксимировать шаги. Диагностика и сборка всех деталей в единую картину заняли слишком много времени. Много времени ушло на тестирование и анализ результатов. Одна из главных проблем — необходимость отбросить много прочитанной информации, так как она была вводящей в заблуждение.
Первое, что нужно понимать при гравировке изображений — все перемещения должны выполняться полными шагами, иначе могут возникнуть неоднородные промежутки между сканируемыми линиями. Промежутки не являются проблемой, если они равномерны. Заметными они становятся именно при неоднородности. Ниже приведена таблица полных шагов для LM2Pro с 80 шагами на мм, которые считаются в основном реалистичными.
В руководстве по обзору Ortur указано, что комбинация лазера и линзы создает меньшую точку. По их словам: «Очень малое фокусное пятно 0,08×0,15 мм имеет площадь в четыре раза меньше, чем у других лазеров с параметрами 0,23×0,23 мм». Используем эти значения для минимального и максимального параметров. Оптимальным считается диапазон 0,1–0,2.
| Steps | Distance (in mm) |
|---|---|
| 6 | 0.075 |
| 7 | 0.0875 |
| 8 | 0.1 |
| 9 | 0.1125 |
| 10 | 0.125 |
| 11 | 1.1375 |
| 12 | 0.15 |
| 13 | 0.1625 |
| 14 | 0.175 |
| 15 | 0.1875 |
| 16 | 0.2 |
В качестве программного обеспечения выбран Lightburn , с фокусом на гравировку изображений. Lightburn обладает наибольшими возможностями, но на момент написания обнаружено 2 ошибки.
В Lightburn используется термин «интервал между линиями». Часто встречаются упоминания о 300 DPI, что соответствует интервалу 0,085 мм. По мнению автора, это слишком маленькое расстояние для большинства лазерных граверов, а для LM2Pro оно не соответствует полным шагам. Хотя сильное перекрытие может маскировать неоднородность перемещений, это создает две дополнительные проблемы: чрезмерно темную гравировку и потерю времени.
При запуске гравировки лазер выжигает линию, перемещается на заданный интервал (DPI), затем возвращается в обратном направлении, повторяя процесс до завершения изображения. Рассмотрим G-код, генерируемый Lightburn. Для примера задана 5-мм область в центре заготовки без перекрытия для упрощения.
; LightBurn 0.9.24
; GRBL device profile, absolute coords
; Bounds: X197.5 Y197.58 to X202.5 Y202.42
G00 G17 G40 G21 G54
G90 ;Changes to absolute coordinates
M4 ;Laser power mode
; Scan @ 1000 mm/min, 100% power
M9 ;Coolant command we can ignore
G0X197.5Y197.58 ;First real movement Already not full steps but thankfully
changes movement to relative movements.
M3 ;Laser power mode
; Layer 1000.1
G91 ;Changes to relative coordinates
G1X5F1000S1000 ;First laser movement to the right 5mm 1000mm/m full power
G1Y0.08S0 ;Next move up .08mm with the laser off
G1X-5S1000 ;Next move left 5mm 1000mm/m full power
G1Y0.09S0 ;Next move up .09 with laser off…..wait what?
G1X5S1000
G1Y0.08S0
G1X-5S1000
G1Y0.09S0
G1X5S1000
G1Y0.08S0
G1X-5S1000
G1Y0.09S0
G1X5S1000Несмотря на преимущества Lightburn, обнаружены недостатки. Результаты исследований переданы разработчику для исправления. Первая проблема: округление всех перемещений в G-коде до двух десятичных знаков (как показано выше). При использовании интервалов свыше двух знаков возникают чередующиеся промежутки. Если бы они были строго равномерными, это не было бы критично, но LM2Pro не может точно переместиться на 0,08 мм (это между 6 и 7 шагами). Предположим, выполняется 6 шагов (0,075 мм), а остаток 0,005 мм запоминается системой grbl. При следующем перемещении на 0,09 мм (~7 шагов) накапливается остаток 0,0025 мм. Это формирует повторяющийся паттерн, который может стать видимым в зависимости от условий.
Предлагается два изменения для Lightburn. Во-первых, добавить выбор точности округления в настройках. При текущем округлении до двух знаков доступны лишь три практичных интервала: 0,1, 0,15 и 0,2.
Во-вторых, реализовать опцию перемещений строго полными шагами. Это важно, даже ценой незначительной потери точности.
Тестирование лазера с разными интервалами
Интервал 0,125 мм кажется идеальным для Ortur, но ограничения ПО не позволяют полноценно проверить это.
Объяснение причины: тест выполнен на готовом плинтусе. Изображение высотой 30 мм. Скорость 1000 мм/с, мощность 50%, постоянный режим.

Надеюсь, фото адекватно передает результат. Слева направо: оригинал, 0,1, 0,15 и 0,2.Интервал 0,1 дает четкое изображение, но темные области слишком затемнены из-за перекрытий. Варианты 0,15 и 0,2 выглядят хорошо, но с меньшим разрешением. Время гравировки: 0,1 — 4:42, 0,15 — 3:04, 0,2 — 2:28. Повышение разрешения линейно увеличивает время, что существенно для крупных заготовок. Хотя вариант 0,1 выглядит четче, в тенях теряются детали. Все варианты приемлемы, а пиксельный вид не заметен на расстоянии вытянутой руки.
Один из способов избежать чрезмерного затемнения — осветлить изображение, но ручная корректировка неудобна. Регулировка гаммы в Lightburn эффективнее для осветления только темных участков.
Дополнительно используется дизеринг для передачи тонов: больше точек — темнее, меньше — светлее. Этот метод дает быстрый результат без сложной калибровки. Теоретически, настройка мощности также может компенсировать ограничения. Это требует дополнительной проверки.
Итоги на сегодня
Нареканий к LM2Pro нет, замечания касаются только Lightburn. Освоение нового оборудования и техник представляет интерес. Удивительно, что указанные проблемы ПО ранее не исследовались — публичных данных не найдено.
Благодарю за внимание. Приобрести LM2PRO можно в магазине Ortur или на Amazon
Выражаем свою благодарность источнику, с которого взята и переведена статья, сайту cnx-software.com.
Оригинал статьи вы можете прочитать здесь.