Короткая статья о настройке ретракции. Нам, действительно, нравится просматривать 3D-принтеры и все, что касается 3D-печати, за одним исключением… случаев калибровки ретракции (иначе настройка ретракции). Это занимает очень много времени.

Что такое ретракция?
При 3D-печати на стандартном FDM-принтере нить проталкивается с помощью двигателя экструдера, к которому прикреплен редуктор. Он проталкивает нить, либо непосредственно в узел хотендов, либо через трубку Боудена к хотенду. Расплавленный пластик затем наслаивают для получения модели. При печати почти все отпечатки требуют не экструдированных движений. Во время экструдирования перемещается давление, и для того, чтобы прекратить натягивание и образование пятен во время непечатных перемещений, происходит ретракция.
На это влияют две основные переменные: скорость движения и расстояние. В прошлом мы брали калибровочную модель, настраивали эти 2 переменные и проверяли. Это может занять много времени. Во-первых, нам приходилось нарезать модель на G-код, который принтер может прочитать. Затем распечатывать. Нам приходилось ждать, пока пластина нагреется …, затем пока нагреется хотенд …, а затем время самой печати. Все это занимает около 10-15 минут на 1 тест.
Сейчас мы рассматриваем принтер — Sovol SV01 — и, наконец нашлось время на создание электронной таблицы, которая генерирует G-код для программного тестирования множества различных комбинаций в одном отпечатке. По нашему мнению, это очень полезно, и именно поэтому мы делимся этим здесь.
Метод калибровки ретракции и электронная таблица
Устанавливаем код в документе Google Sheets здесь. Работа в процессе. Мы тестировали только те принтеры, которые у нас под рукой. Если у вас есть какие-либо предложения, не стесняйтесь, пишите нам. Наш электронный адрес находится в листах документа.
Для начала вам нужно скачать и открыть таблицу Excel. Ссылка только для чтения.
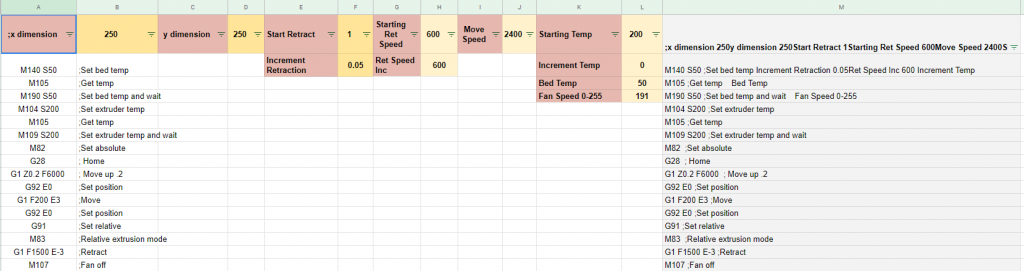
Давайте начнем с листа G-кода. Здесь вы можете настроить G-код для вашего конкретного принтера.
- Размеры X и Y — довольно очевидны. За исключением дельты… установите оба на 0. Или любой принтер, который находится в центре
- Начальное значение ретракции — наименьшее расстояние ретракции, которое тестируется
- Прирост ретракции — насколько он увеличивается для каждого теста. Всего 16 тестов
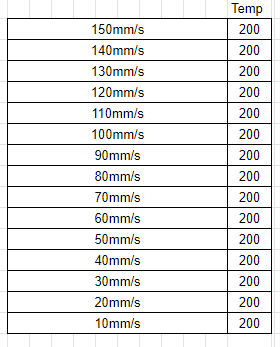
- Начальная скорость ретракции - первая проверка скорости. Высота от 0 до 5 мм (это будет иметь смысл позже)
- Прирост скорости ретракции — каждые 5 мм высоты, скорость увеличивается на эту величину
- Скорость перемещения — скорость не экструдированного движения
- Начальная температура — начальная температура хотенда
- Прирост температуры — каждые 5 мм высоты, температура увеличивается на эту величину. Мы не использовали в ходе тестирования.
- Температура рабочей поверхности — температура нагрева рабочей поверхности
- Скорость вентилятора — скорость вентилятора на уровне 2. Значение 0 — выключен: 255 — это 100%, 127 — это 50%, 191 — это 75%
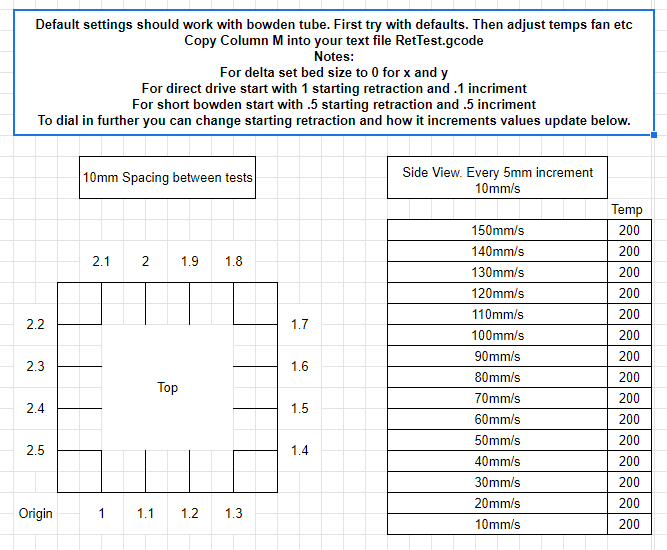
Как только вы установите все параметры, скопируйте столбец M в файл G-кода на все 30000+ строк. Перед печатью зайдите в настройки и узнайте, какова максимальная скорость экструдера. В Marlin 1.1.6 Control> Motion> Velocity> Vmax E и отметьте самое быстрое движение. Вы можете остановить печать раньше, когда она достигнет максимальной скорости. Перед тем как убрать предмет с рабочей поверхности пометьте свой исходный угол. Это должно быть очевидно, но на всякий случай напомним об этом.
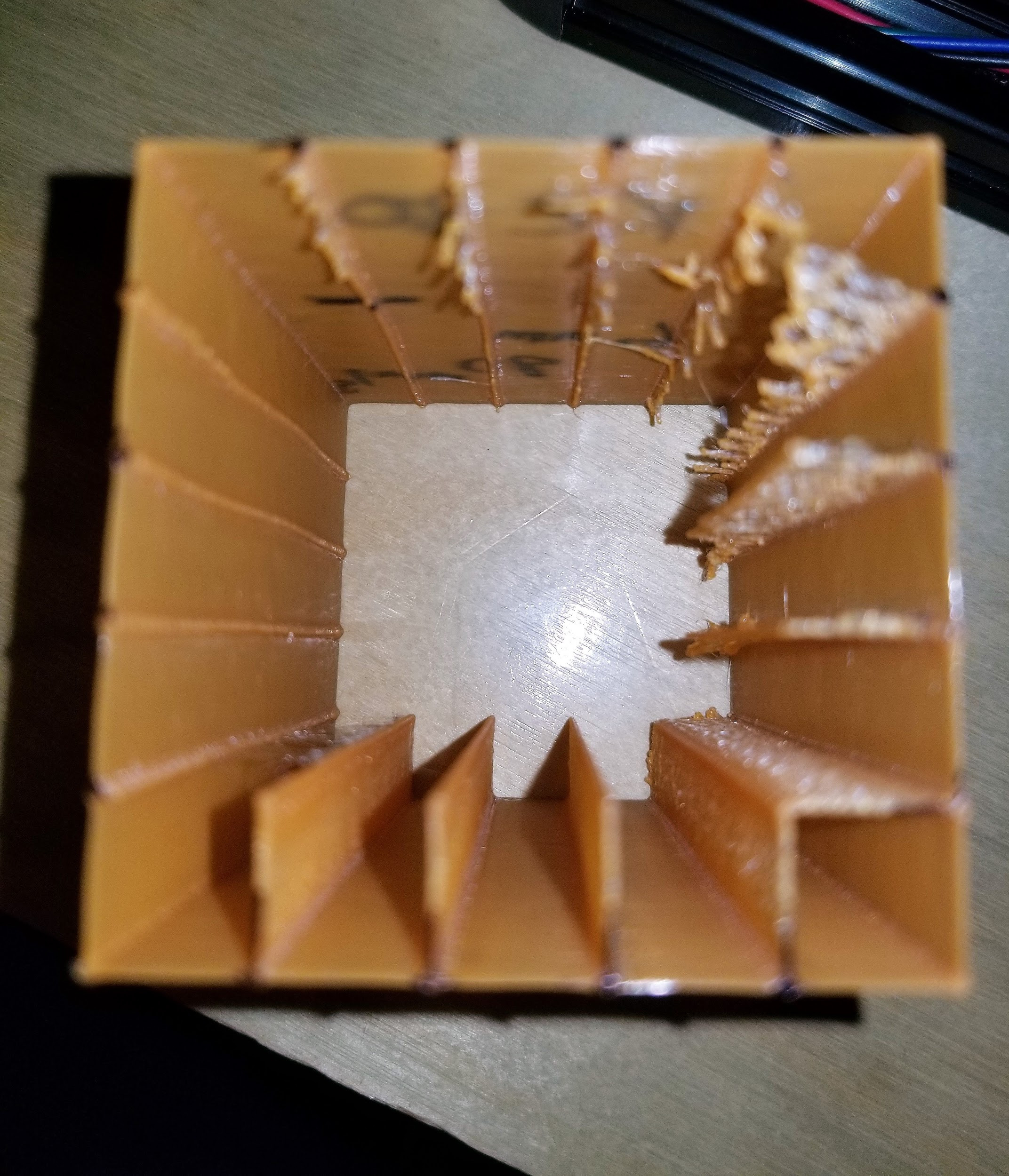
Это вид сверху. Вы можете видеть, что в ходе движения, части становятся лучше по мере увеличения ретракции. Движение внизу слева.
Как это печатает
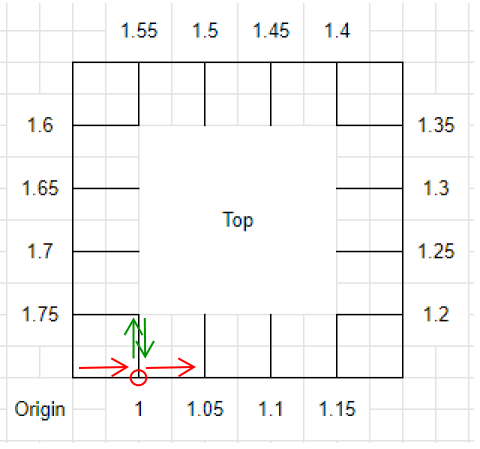
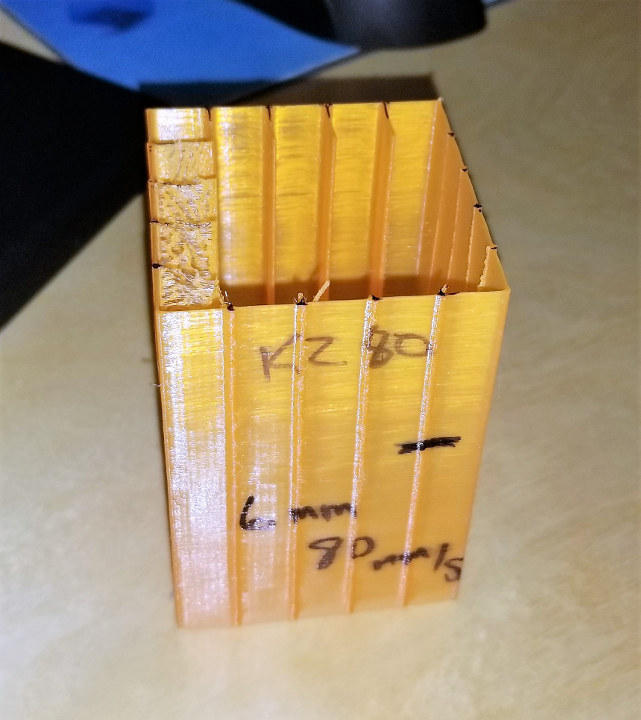
Печать начинается с исходного положения, движется вправо… перемещается по кругу, затем не экструдированными движениями (зеленые стрелки), затем обратные движения по кругу, и все начинается снова, движения полностью повторяются.
По мере продвижения печати каждые 5 мм высота увеличивается.
Интерпретация печати
Теперь, когда печать завершена, интерпретируем печать. Когда вы измените переменные на другом листе, он обновит лист инструкций для облегчения интерпретации. Мы отмечаем место, которое выглядит лучше всего. Затем, обращаемся на эту страницу и оцениваем, чтобы найти настройки. На некоторых принтерах нам приходилось смотреть очень внимательно и быть очень критичным. Вы можете даже пропустить лучший участок, если нарастание слишком велико. Если вы считаете, что это так, напечатайте второй с меньшими приращениями и увеличьте начальную точку на основе первого отпечатка.

Основываясь на наших наблюдениях, если трудно выбрать лучший, выбирайте самый короткий самый быстрый. Это снизит время печати.
Если вы опробуете такой способ, пожалуйста, оставьте отзыв о вашем опыте. Можно также могу начать регистрировать настройки ретракции на отдельном листе, если вам покажется это хорошей идеей. Отправляйте нам письма с вашими настройками. Если вам интересно посмотреть это в действии, мы выложили прямую трансляцию на YouTube, гдемы настроили ABS в прямом эфире для SV01.
Выражаем свою благодарность источнику с которого взята и переведена статья, сайту cnx-software.com.
Оригинал статьи вы можете прочитать здесь.