Еще в сентябре 2018 года мы рассмотрели Sainsmart Genmitsu 3018 Pro. Sainsmart обновил 3018 и попросил пересмотреть его. Давайте рассмотрим изменения и поймем оправдано ли увеличение цены. Оригинал 3018 можно найти в продаже примерно за 200 долларов. Профессиональную версию можно найти примерно за 250 долларов, а CNC Router 3018-MX3 — за 350 долларов. Не будем вдаваться в подробности, как в предыдущем обзоре. Предлагаем обратиться к первой части обзора, после прочтения этого, поскольку там рассмотрено большая часть практического опыта и решений, применимых к этой версии.

Сборка
Сборка фрезерного станка с ЧПУ 3018-MX3 прошла без проблем. Инструкции фантастические. Мы изо всех сил пытались прочитать небольшой буклет, который шел с комплектом, и затем нашли PDF-файл в вики Sainsmart. Инструкции детализированы, что бесценно. Это лучшие инструкции, которые были предоставлены во всех 3D-принтерах и других китайских комплектах, которые мы когда-либо собирали. Нам действительно хотелось бы, чтобы другие производители обратили на это внимание. Несмотря на то, что печатный буклет маловат, PDF-файл полностью его повторяет. Мы без проблем собрали устройство в прямом эфире всего за пару часов, за исключением одного нюанса, на который мы не обратили достаточного внимания.
Обновления
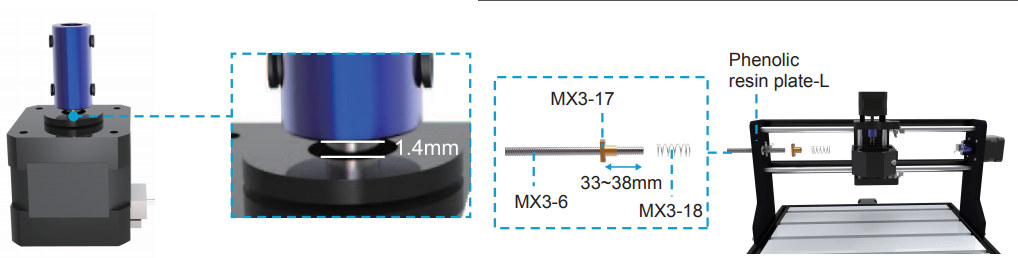
Давайте посмотрим что было обновлено. Версия MX3 имеет новую плату контроллера, инструмент обнуления оси Z, концевые выключатели и улучшенные зажимы для удержания гравируемого/режущего материала. В комплекте также есть акриловые предметы. По существу очень похоже на версию Pro.

В комплект также входит цанговый патрон er11, предварительно установленный на двигателе. Мы не стали устанавливать его на профессиональную версию. Инструкции заключались в том, чтобы нагреть патрон и надавить на вал двигателя.
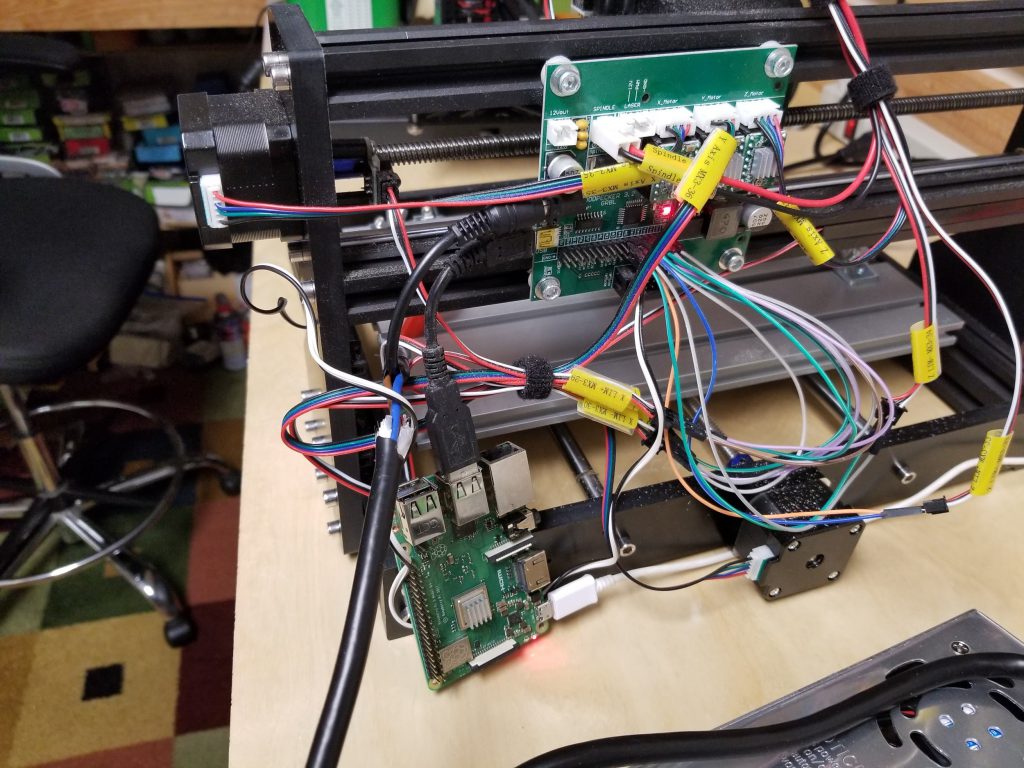
На наш взгляд, из всех обновлений концевые выключатели и инструмент обнуления являются лучшими. Нам действительно не нравится обновленная плата. Плата может управляться исключительно Mach3 или Mach4. Выбирая из двух, Mach3 дешевле и стоит 175 $. Он работает на Windows и, основываясь на нашем предыдущем опыте, это не очень хороший вариант. Мы предпочитаем запускать CNCjs на Raspberry Pi для управления 3018. Mach3 и Mach4 — это в значительной степени де-факто программное обеспечение для профессиональных станков с ЧПУ, но оно не имеет смысла для такого непрофессионального станка. Для обзора мы установили плату woodpecker из профессиональной версии, чтобы можно было использовать CNCjs. Это плата за 35 долларов, что существенно меньше 175 долларов за лицензию mach3.
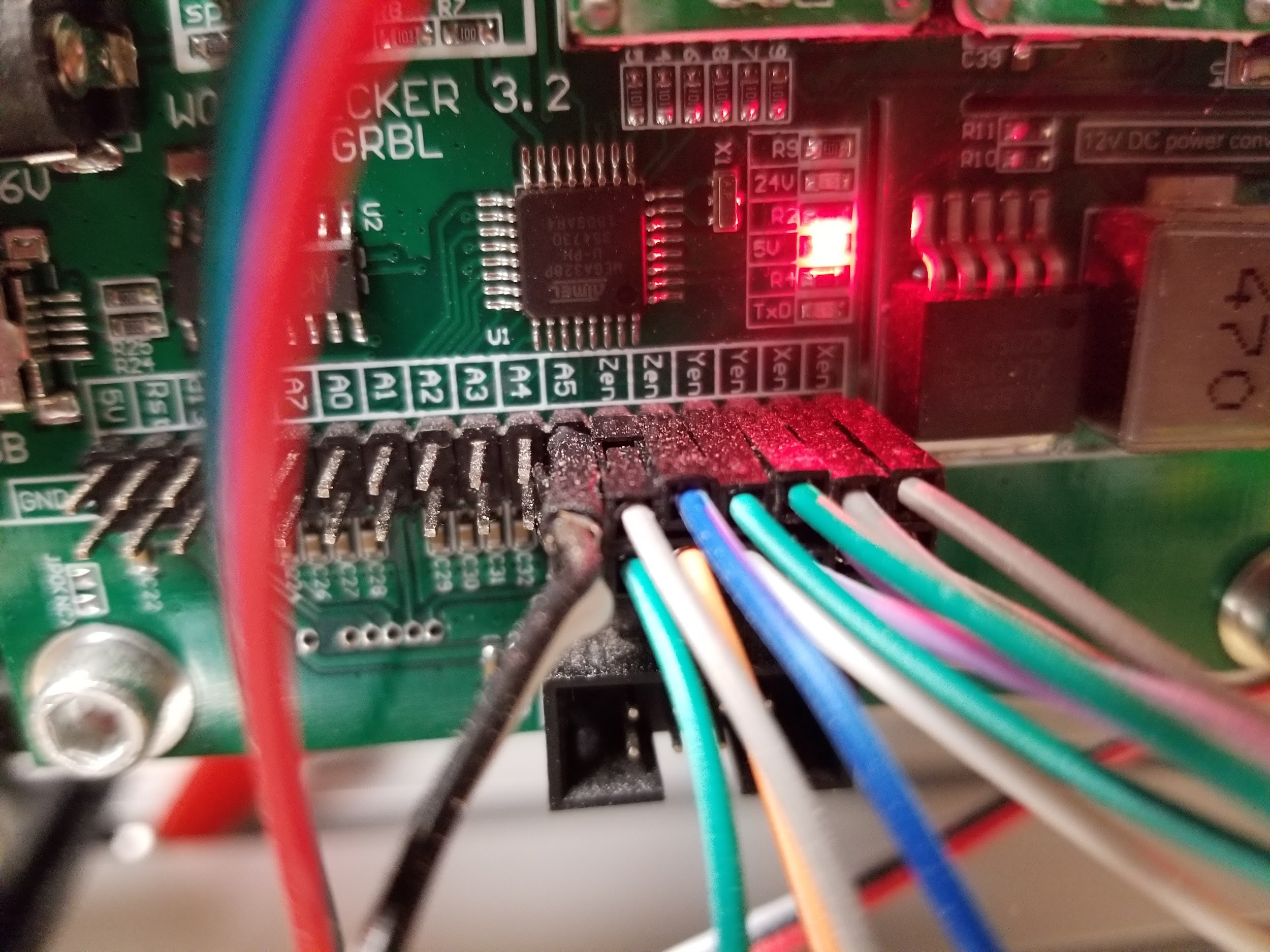
Справа: Xmax Xmin Ymax Ymin Zmax Zmin Zprobe
При тестировании использовались перемычки DuPont. В таком случае, при желании, можно было вернуться к исходной плате
Оригинальный Grbl Config для версии Pro и два изменения для включения концевого выключателя и возможности возврата
$0=10 (Step pulse time, microseconds)
$1=25 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=5 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean) <strong>$21=1 (Hard limits enable, boolean)</strong>
$22=0 (Homing cycle enable, boolean) $22=1 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=500.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=1000 (Maximum spindle speed, RPM)
$31=0 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=800.000 (X-axis travel resolution, step/mm)
$101=800.000 (Y-axis travel resolution, step/mm)
$102=800.000 (Z-axis travel resolution, step/mm)
$110=800.000 (X-axis maximum rate, mm/min)
$111=800.000 (Y-axis maximum rate, mm/min)
$112=600.000 (Z-axis maximum rate, mm/min)
$120=10.000 (X-axis acceleration, mm/sec^2)
$121=10.000 (Y-axis acceleration, mm/sec^2)
$122=10.000 (Z-axis acceleration, mm/sec^2)
$130=200.000 (X-axis maximum travel, millimeters)
$131=200.000 (Y-axis maximum travel, millimeters)
$132=200.000 (Z-axis maximum travel, millimeters)Возможность возврата застала нас врасплох. Мы предполагали, что возможность возврата будет похоже на 3D-принтер. Но, все наоборот. Все 3 оси достигают максимума, что, если подумать об этом, имеет смысл при субтрактивном производстве.
Тестирование вещей
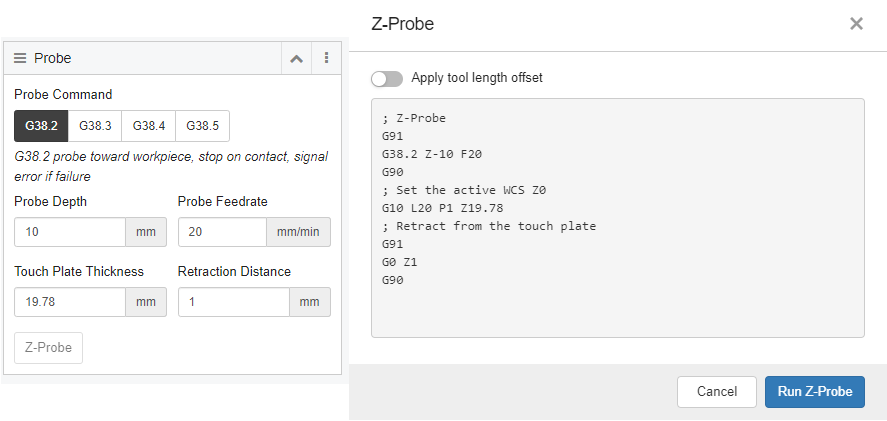
Первое, что мы сделали, это проверили зондирование высоты Z. В CNCjs есть виджет, который делает его очень простым. Вводим толщину сенсорной панели и другие настройки, картинка представлена ниже. Он принимает переменные и запускает G-код для калибровки высоты Z. Мы думали, что нам придется немного отрегулировать толщину пластины сцепления, чтобы минимизировать неточности. Но, после тестирования, можем отметить, что точная толщина пластины сцепления, кажется, работает лучше всего.
Стабильность
Есть несколько больших преимуществ наличия концевых выключателей и Z-зонда. Одной из проблем, с которой мы столкнулись в версии Pro, была возможность перезапуска ножа без прерывания ударов. Мы никогда не пытались делать многоступенчатые разрезы. Под этим мы подразумеваем именно черновую обработку с большим долотом, а затем заключительный проход с меньшим долотом. Это помогает ускорить маршрутизацию.
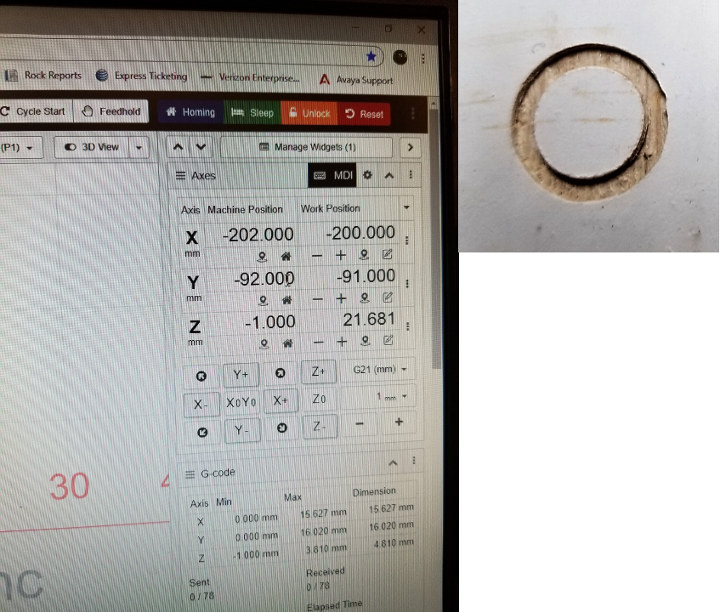
Кроме того, если вы потеряли контроль или у вас возникли какие-либо другие проблемы, из-за которых вы начали перерезать, у вас есть возможность восстановления. Мы проверили это, вернув шпиндель, измерив высоту Z, затем установив начало координат и обнулив рабочее положение. Сделаем снимок положения устройства на телефон, прежде чем начинать какие-либо разрезы. Если нам нужно начать все сначала, вернемся и установим позицию машины как на фотографии, которую сделали, и обнулим рабочее положение.
Выполняли процесс возвращения три раза подряд, и едва ли стоит говорить, что резали более одного раза.
Многоступенчатые сокращения
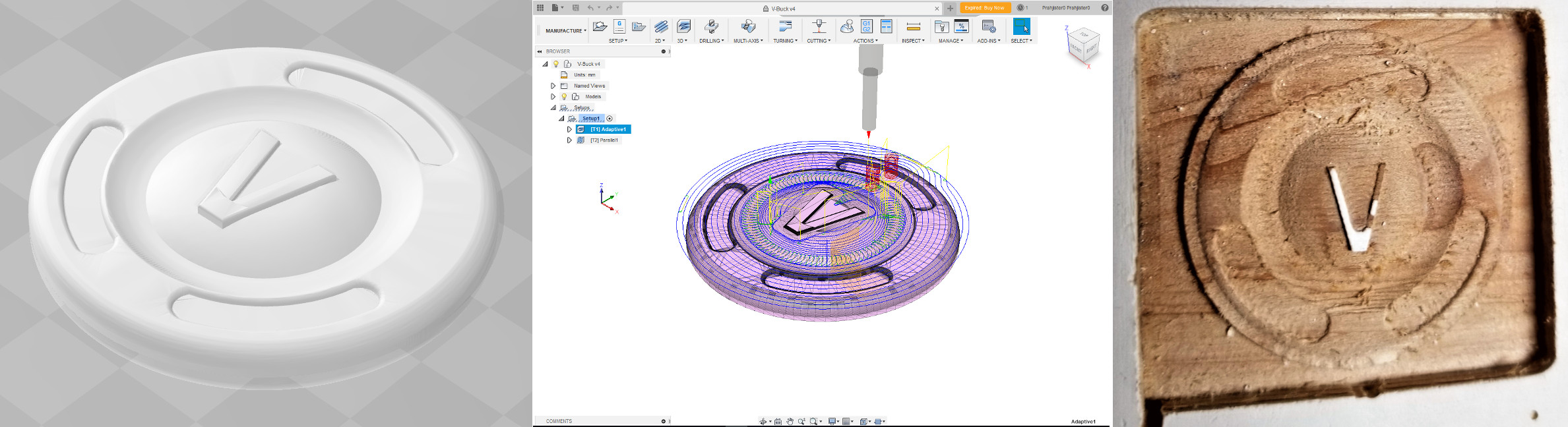
Это была наша первая попытка многоступенчатой резки. Мы взяли vbuck stl, который нашли в Thingiverse и импортировали в Fusion 360, создали двухэтапный разрез. С дешевым деревом, неподходящими долотами и медленной скоростью вращения шпинделя, мы думаем, что устройство работает хорошо. Проекция площади вокруг символа «V» составляет 50 мм.
Приблизительно 50×100 мм
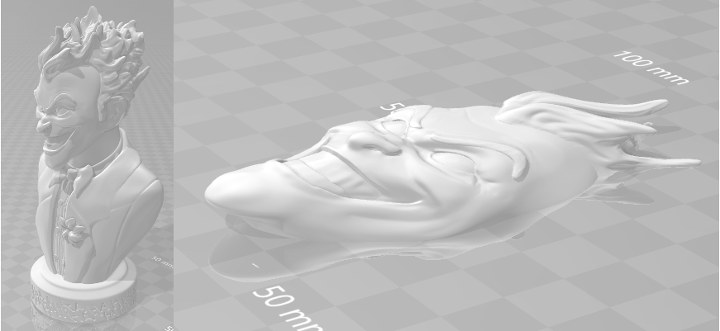
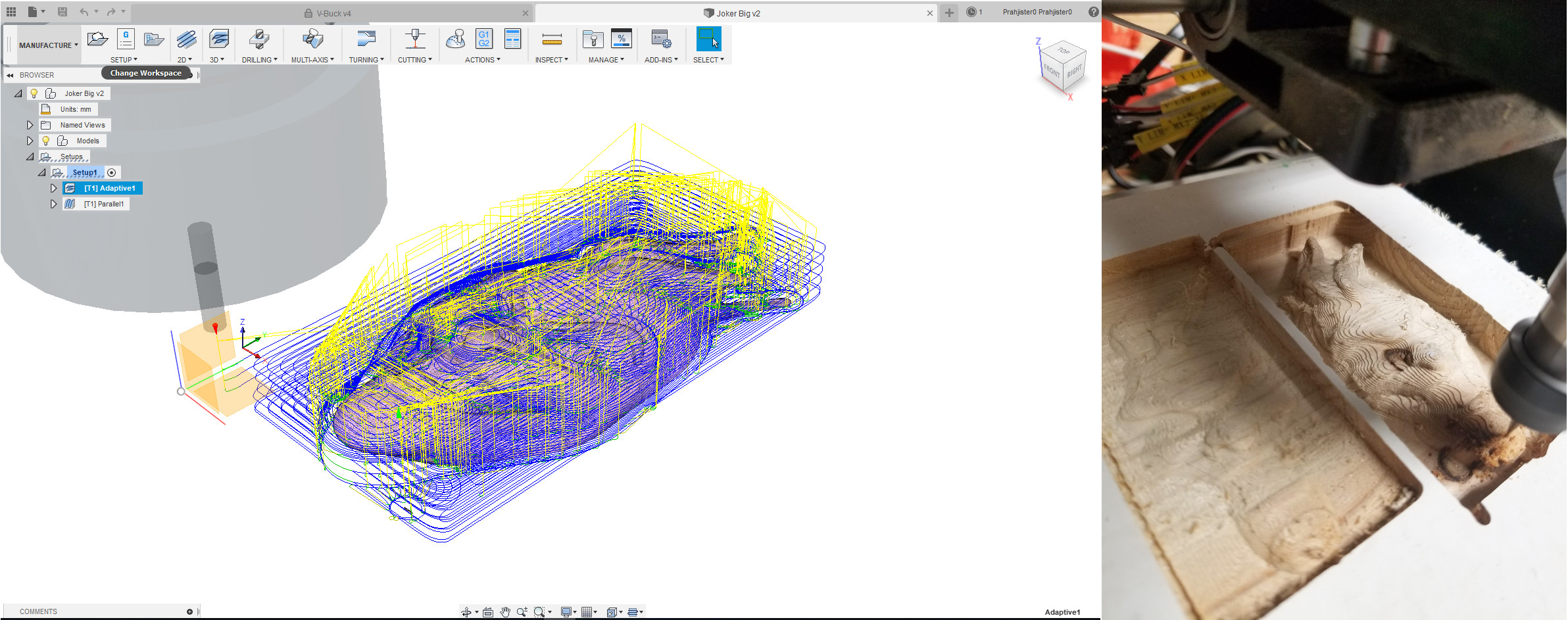
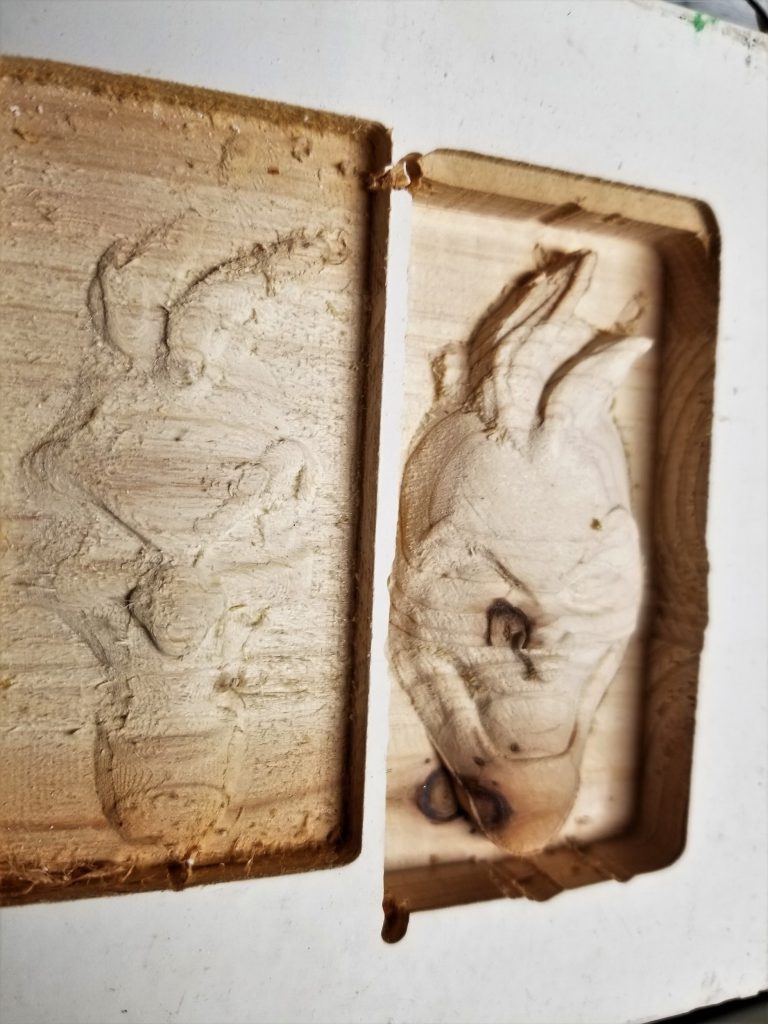
Вот попытка 2 и 3 с 2-этапным вырезанием. Мы сделали это иначе. Взяли голову Джокера. Отрезали лицо. Затем неравномерно масштабируем высоту Z. Cделали все это с Microsoft 3D Builder. Затем использовали Fusion 360, чтобы создать 2 траектории инструмента. Использовали слишком маленькое долото на первом и остановили его. Это заняло слишком много времени. Мы действительно думаем, что картина перед вторым проходом выглядит круто. Лицо джокера выглядит как топологическая карта. На этом этапе мы все еще использовали более медленные скорости шпинделя и неподходящие режущие фрезы. Подробнее об этом позже. Когда у нас будет еще немного времени, мы хотим повторить тот же самый разрез на хорошем куске дерева и использовать весь объем сборки.
Полученные уроки

Пара вещей, которые мы рекомендуем. Получить несколько разных долот и экспериментировать с разными видами на разных материалах. Мы остановились на 2 фрезе для всех, имеющихся у нас, но, вероятно, приобретем еще немного фрез. У нас есть с шариком на кончике, 2 спиральных фрезы, 2 прямых фрезы, и устройство поставляется с V-образным долото.
Ближе к концу, мы порядком намучились. Убедитесь, что цанга полностью вставлена в патрон. Мы не осознавали, что он не был вставлен полностью до конца при попытке использования V-образного долота. Оно не очень хорошо центрировалось. После поиска проблемы, мы осознали свою ошибку. Вернулись назад после того, как поняли, что это не мешает работе других долот, особенно в алюминии. Шум был значительно сокращен, но, похоже, не повлиял ни на что, кроме V-образного долота.

Кстати об алюминии. Нам не повезло. При резке не все так плохо, если изображения мелкие и скорость медленная. При погружении кусочки разлетались повсюду. При смене направления ничего не изменилось.
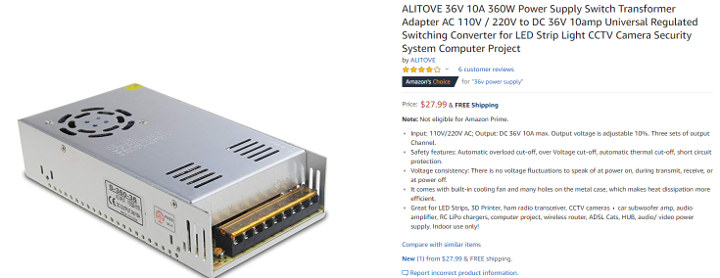
36 Вольт это выход. Мы купили 36-вольтовый блок питания и разница при резке очевидна. На плате woodpecker мы использовали только 36-вольтовый блок питания. Мы решили использовать этот блок питания вместо обычного блока питания в других проектах. Вы можете приобрести 36-вольтовые блоки питания и за меньшие деньги, их нужно просто подключить.
И последнее замечание: нам пришлось изменить полярность шпинделя на плате woodpecker, чтобы шпиндель повернул в правильном направлении.
Последние мысли
Сколько людей, столько и мнений. Все сложилось хорошо, после того, как мы смогли использовать версию Pro и фрезерный станок с ЧПУ 3018-MX3. Мы, продолжим использовать версию Pro и добавим концевой ограничитель, Z-датчик и источник питания. Трудно оправдать лишние сто долларов. Концевые выключатели дешевые. Z-зонд вы можете сделать. Единственное реальное вложение — это блок питания. Последнее замечание Концевые выключатели несколько уменьшают объем сборки. По нашим замерам — 262x155x37 мм.
Хотелось бы поблагодарить Sainsmart за отправку фрезерного станка с ЧПУ 3018-MX3 для ознакомления. В настоящее время его цена составляет 350 $ и вы сможете его найти здесь. Вы также можете прочитать обзор модели Pro без или с лазерной насадкой.
Выражаем свою благодарность источнику из которого взята и переведена статья, сайту cnx-software.com.
Оригинал статьи вы можете прочитать здесь.