Прошло много времени с тех пор, как Карл представлял какие-либо обзоры. Он был занят, но не тем, чем мог бы поделиться с нами.
Калибровка ретракции 3D-принтера, Вторая версия.

Еще в сентябре 2019 года Карл написал статью под названием «Как легко откалибровать ретракцию в 3D-принтерах», именно в ней он впервые пришел к мысли о том, как систематически находить лучшие настройки ретракции. Этот обзор расширяет тему, благодаря отзывам и помощи с тестированием, полученной с момента публикации предыдущего обзора. Электронная таблица была неуклюжей и не самой простой в использовании, она заложила основу и доказательство концепции, и эта программа расширяет ее. У некоторых людей были проблемы, и у Карла не было ясности по нескольким пунктам. Он хотел упростить использование и добавить дополнительные функции, что было бы очень сложно, если бы не невозможность сделать это в листах Google.
Калибровка генератора – для кого и для чего это нужно?

Любой может использовать инструмент Калибровка генератора, но он наиболее полезен для нестандартных или модифицированных стандартных принтеров. Если у вас есть стандартный принтер, вы можете легко использовать настройки, которые доказали свою работоспособность, найти их можно в различных источниках по всему Интернету.
Давайте определим несколько вещей и обсудим, что такое ретракция. Во-первых, 3D-принтер проталкивает пластиковую нить через нагретую насадку и наносит пластик по одному слою за раз, чтобы сформировать объект. Это, пожалуй, понятно всем. Но не все движения требуют, чтобы расплавленный пластик выходил из сопла. Если бы 3d-принтер прекратил проталкивать нить во время этих не экструзивных перемещений, сопло бы сочилось из-за повышения давления. Вот тут-то и вступает в игру ретракция. Ретракция – это когда двигатель, проталкивающий нить через нагретое сопло, движется назад, чтобы помочь снизить это давление. Это вводит первый фундаментальный параметр. Как далеко нам нужно вытащить нить назад? Другими словами – расстояние ретракции. А с какой скоростью? Т.е. – скорость ретракции. Пока у нас есть две переменные – расстояние и скорость ретракции. Эти две переменные имеют наибольшее влияние на натяжение и просачивание, и поиск идеальной комбинации, может быть весьма трудоемким. Кроме того, температура сопла и охлаждение детали также влияют на это, но коснемся этого позже.
Перед созданием предыдущей электронной таблицы Карл попробовал различные комбинации скорости и расстояния с тестовой моделью. Это заняло много времени, и в игру вступил инструмент Калибровка генератора. Он генерирует g-код на основе пользовательских данных для систематического тестирования различных комбинаций скорости и расстояния. Так же могут быть проверены некоторые дополнительные параметры.
Источник информации, безопасность и другие ОС

Карл создал эту программу на Python и PyQT, и исполняемый файл не подписан. Покупка сертификата может стоить около 500 долларов в год. Если у вас есть какие-либо вопросы, весь исходный код доступен на Github. Пожалуйста, не ругайте Карла, он не программист. Карл пытался скомпилировать код для Ubuntu и macOS, но, учитывая отсутствие навыков, он не добился успеха. Возможно, следующим шагом будет создание веб-сайта, который действительно сделает это универсальным. [Обновление: работает в Ubuntu 20.04, см. Раздел комментариев]
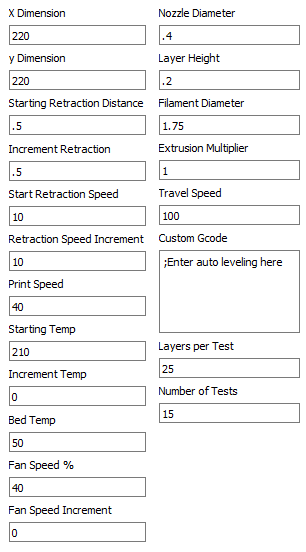
- Размер X: введите здесь размер X вашего принтера. Для дельта-принтеров установите значение 0.
- Размер Y: введите здесь размер Y вашего принтера. Для дельта-принтеров установите значение 0.
- Начальное расстояние ретракции: это первое расстояние ретракции, которое будет проверено в миллиметрах.
- Увеличение ретракции: расстояние ретракции, которое добавляется к каждому последующему тесту в мм. По умолчанию настроено 0,5 мм – начальное расстояние ретракции и 0,5 мм – увеличение ретракции. gcode будет генерировать расстояние ретракции при каждом последующем тесте – 0.5, 1, 1.5, 2, 2.5, 3, 3.5, 4, 4.5, 5, 5.5, 6, 6.5, 7, 7.5, 8.
- Начальная скорость ретракции: это первая скорость ретракции, которая будет проверена.
- Увеличение скорости ретракции: скорость ретракции, которая добавляется к каждому последующему тесту. Настройки по умолчанию 10 мм/с – начальная скорость ретракции и 10 мм/с – увеличение скорости ретракции. gcode будет генерировать скорость ретракции при каждом последующем тесте – 10, 20, 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130, 140, 150 мм/с.
- Скорость печати: Скорость печати в мм/с
- Начальная температура: Первая температура сопла которая будет испытана в °C
- Увеличение температуры: температура повышается с каждым последующим испытанием в °C
- Температура рабочей поверхности: Температура рабочей поверхности в °C
- Скорость вентилятора %: первая скорость вентилятора, которая будет проверена 0-100%
- Увеличение скорости вентилятора: скорость вентилятора, добавляемая к каждому последующему тесту в %
- Диаметр сопла: диаметр сопла в мм
- Высота слоя: высота слоя в мм
- Диаметр нити накала: диаметр нити накала в мм
- Множитель экструзии: множитель экструзии – меньшее значение 0.9, большее – 1.1.
- Скорость перемещения: скорость перемещения в мм/с
- Пользовательский код: добавьте сюда любой пользовательский код или автоматическое выравнивание рабочей поверхности.
- Слои на тест: количество слоев в каждой тестовой группе (влияет на высоту печати)
- Количество испытаний: количество испытаний (влияет на высоту и влияет на то, какие скорости ретракции, температуры сопел и температуры вентиляторов будут испытываться)
Любая инкрементная переменная может быть установлена от 0 до статично присвоенной переменной. Проверяйте только первую из следующих инкрементных переменных. Увеличение скорости ретракции, темп приращения, увеличение скорости вентилятора. Установите оставшиеся на 0. Просмотрите в gcode переменные по высоте.
Как только все ваши переменные установлены, нажмите генерировать Gcode. Сохраните gcode там, где его легко найти и открыть с помощью текстового редактора.
Прежде чем мы рассмотрим gcode, давайте разберемся, что мы печатаем. Приведенные ниже картинки помогут объяснить принцип действия.

- В начале каждого нового теста есть цикл. Начало координат имеет большую петлю.
- Точки указывают, где находятся точки ретракции
- Расстояние ретракции увеличивается постепенно с каждой новой точкой
- Движение без экструдирования представлено желтыми линиями
- На рисунке выше вы можете видеть, где скорость ретракции увеличивается, по мере увеличения высоты башни
Вот пример со всеми настройками, установленными по умолчанию. Это необходимо для определения оптимальных настроек и анализа печати.
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
;Calibration Generator 1.3.1 ; ; ;Retraction Distance from the top looking down ; ; 6.00 5.50 5.00 4.50 ; | | | | ; ;6.50- -4.00 ; ; ;7.00- -3.50 ; ; ;7.50- -3.00 ; ; ;8.00- -2.50 ; ; | | | | ; 0.50 1.00 1.50 2.00 ; ; ;Variables by Height ; ;Height Retraction Nozzle Fan ; Speed Temp Speed ; ;25 layers 150.00 210.00 40.00 ;25 layers 140.00 210.00 40.00 ;25 layers 130.00 210.00 40.00 ;25 layers 120.00 210.00 40.00 ;25 layers 110.00 210.00 40.00 ;25 layers 100.00 210.00 40.00 ;25 layers 90.00 210.00 40.00 ;25 layers 80.00 210.00 40.00 ;25 layers 70.00 210.00 40.00 ;25 layers 60.00 210.00 40.00 ;25 layers 50.00 210.00 40.00 ;25 layers 40.00 210.00 40.00 ;25 layers 30.00 210.00 40.00 ;25 layers 20.00 210.00 40.00 ;25 layers 10.00 210.00 40.00 ; ; ;All inputs ; ;Dimension X 220 ;Dimension Y 220 ;Starting Retraction Distance 0.5 ;Increment Retraction 0.5 ;Start Retraction Speed 10.0 ;Retraction Speed Increment 10.0 ;Print Speed 40.0 ;Starting Temp 210 ;Increment Temp 0 ;Bed Temp 50 ;Fan Speed 40 ;Fan Speed Increment 0 ;Nozzle Diameter 0.4 ;Layer Height 0.2 ;Filament Diameter 1.75 ;Extrusion Multiplier 1.0 ;Layers Per Test 25.0 ;Number of Tests 15.0 ... |
Первый раздел должен помочь определить расстояние ретракции. Перспектива – вид сверху вниз с началом слева внизу между 0,5 и 8 мм. Начальное расстояние ретракции и увеличение ретракции определяют, какие длины ретракции проверяются. Значения по умолчанию показаны.
Переменные по высоте показывают скорость ретракции, температуру сопла и скорость вращения вентилятора на основе уровней на тест и количества тестов. Если количество тестов было установлено равным 10, тестирование остановилось бы со скоростью ретракции 100 мм / с. Эта область показывает переменные при взгляде со стороны. Значения по умолчанию показаны.
Все входные данные показывают все входные переменные для справки.
Отправьте gcode на принтер обычным способом. С Octoprint не тестировался.
Настройка
Пожалуйста, подойдите к этому с умом. Попробуйте значения по умолчанию, прежде чем отклоняться от них, особенно когда речь идет о температуре печати и скорости вращения вентилятора. Все значения по умолчанию установлены для PLA, и вам нужно будет соответствующим образом скорректировать их для других материалов.
Прямой привод. Традиционно для принтеров с прямым приводом расстояния отвода относительно малы по сравнению с принтерами, у которых применяются экструдеры типа Боуден. Мы бы порекомендовали отклониться от заданного по умолчанию приращения с шагом 0,5 до приращения с шагом 0,25 с помощью прямого привода.
Скорость вентилятора. Если у вас есть много вентиляторов, мы рекомендуем более низкую скорость вращения. Охлаждение – одна из самых простых модификаций принтера, и по нашему мнению, слишком много воздуха будет негативно влиять на печать. К сожалению, мы не знаем, как измерить это без специальных инструментов. По нашему опыту, свист лучше, чем струя воздуха.
Температура хотенда. По нашему опыту 210 ° C – это самая приемлемая температура для нити PLA, 235-240 °C для PETG / ABS. Этот инструмент настраивает ретракцию в зависимости от материала и температуры. Нам приходилось отклоняться от добавления 5 °C, чтобы избавиться от маленьких пучков нити.
Предупреждения и неизвестные величины
Все это звучит замечательно, но мы живем не в идеальном мире. У Карла было несколько человек, которые поделились результатами, которые были не читаемыми. Карлу не известно почему, но все тесты выглядят одинаково. Он не знает, проблема ли с прошивкой или может быть проблема с калибровкой. Или, может быть, код поврежден. Принтеры у Карла были наглядными и легко читаемыми. На Sovol SV01 Карлу приходилось быть очень критичным и увеличить точки ретракции, чтобы найти лучшую скорость. Если вы столкнетесь с такими результатами, Карл создал группу Facebook для этого программного обеспечения, чтобы все могли делиться опытом и выяснить, почему некоторые принтеры ведут себя так.
Обратите внимание: у Карла ограниченное количество принтеров для тестирования, поэтому его опыт ограничен ими и дюжиной или около того людей, с которыми он работал. Если у вас есть время, пожалуйста, поделитесь своим опытом в группе Facebook. Это 100 % поможет.
Через некоторое время Карл сделает дополнительный обзор, в котором поделится накопленными знаниями из группы FB.
Благодарность
Огромная благодарность Джину. Без него Карл не смог сделать это быстро. Он помог Карлу получить строительные блоки для настройки программы во время прямой трансляции.
Вот ссылка на версию программы Калибровка генератора для Windows.
Выражаем свою благодарность источнику из которого взята и переведена статья, сайту cnx-software.com.
Оригинал статьи вы можете прочитать здесь.